
25-07-25
Пассивация инструмента
Что такое пассивация инструмента
Удаление заусенцев, выравнивание и полировка инструмента позволяют повысить качество и срок службы инструмента. Процесс, выполняемый после тонкой шлифовки и перед нанесением покрытия.
Зачем нужна пассивация инструмента?
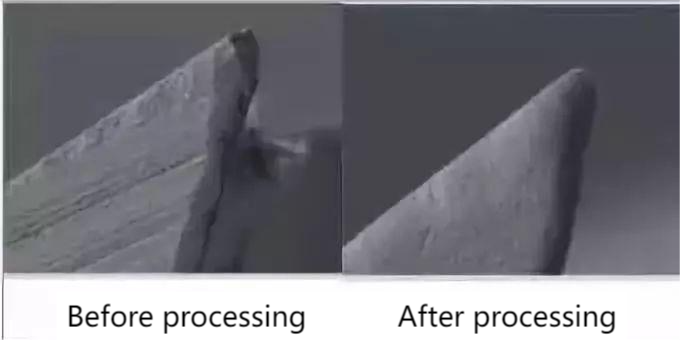
На кромке инструмента после шлифования обычным или алмазным шлифовальным кругом имеются микроскопические зазоры различной степени (например, мелкие сколы и пиление). В процессе резания микроскопические зазоры на кромке инструмента легко расширяются, что ускоряет износ и повреждение инструмента.
Современные высокоскоростные режущие и автоматизированные станки предъявляют повышенные требования к производительности и стабильности инструмента, особенно к инструментам с покрытием, которые необходимо пассивировать перед нанесением покрытия для обеспечения его стойкости и долговечности.
Цель пассивации инструмента
Цель технологии пассивации кромок — устранить дефекты микроскопических зазоров на кромке инструмента после шлифовки, уменьшить или полностью устранить их, а также добиться гладкости, остроты, прочности и долговечности. Основные эффекты пассивации инструмента:
Скругление кромки: удаление заусенцев и достижение точного и равномерного скругления.
Заусенцы на режущей кромке приводят к износу инструмента, а поверхность заготовки становится шероховатой. После пассивации режущая кромка становится очень гладкой, что значительно снижает образование сколов и улучшает качество обработки поверхности заготовки.

Равномерное полирование канавки инструмента улучшает качество поверхности и эффективность удаления стружки.
Чем ровнее поверхность канавки, тем лучше удаляется стружка и тем выше скорость резания. Кроме того, улучшенное качество поверхности снижает риск заедания инструмента и обрабатываемого материала. Это позволяет снизить усилие резания на 40%, обеспечивая более плавное резание.
Полировка покрытия
Удаление выступающих капель, образующихся после нанесения покрытия на инструмент, улучшает качество поверхности и повышает адсорбцию смазочного масла. После нанесения покрытия на поверхность инструмента будут выходить мелкие выступающие капли, что увеличит шероховатость поверхности, что может привести к увеличению тепловыделения от трения инструмента во время резки и снижению скорости резки. После пассивационной полировки капли удаляются, оставляя множество мелких отверстий, которые могут поглощать больше смазочно-охлаждающей жидкости во время обработки, что значительно снижает тепловыделение и значительно повышает скорость резки.