
25-06-20
Инструменты для выравниванияИндикатор с круговой шкалой — это прецизионный инструмент, используемый для измерения малейшего отклонения между двумя поверхностями.

Во время операции выравнивания индикатор с круговой шкалой, установленный на патроне, используется для определения ориентации шпиндельной головки фрезерного станка относительно стола фрезерного станка. Тот же ключ, который используется для затягивания и ослабления гнезда, используется для регулировки различных болтов на шпиндельной головке. Выравнивание шпиндельной головки фрезерного станкаВыравнивание шпиндельной головки фрезерного станка обеспечивает перпендикулярность шпиндельной головки фрезерного станка осям X и Y стола фрезерного станка. Этот процесс обеспечивает перпендикулярность режущего инструмента и фрезеруемой поверхности столу, а также позволяет избежать нерегулярных схем обработки во время фрезерования. Использование индикатора с круговой шкалой для точного выравнивания шпинделяГоловку шпинделя вертикального фрезерного станка можно отрегулировать для наклона вперед, назад и из стороны в сторону. Однако эти регулировки могут иногда смещаться, поэтому шпиндельную головку необходимо регулярно проверять и регулировать, чтобы шпиндель был перпендикулярен столу.

Этапы работы
1. Снимите тиски
2. Снимите тиски со стола фрезерного станка.
3. Установите циферблатный индикатор и отрегулируйте положение
4. Установите циферблатный индикатор на шпиндель так, чтобы зонд циферблатного индикатора находился на расстоянии около 152 мм от оси шпинделя, и убедитесь, что зонд направлен вниз.
5. Поднимите стол фрезерного станка так, чтобы показания циферблатного индикатора составляли от 0,13 мм до 0,25 мм, когда зонд касается поверхности стола. Это показание называется «предварительная нагрузка».
6. Обнулите и вручную поверните шпиндель
7. Отрегулируйте положение циферблатного индикатора так, чтобы оно было четко видно, а затем верните циферблат в нулевое положение.
8. Медленно вручную вращайте шпиндель, наблюдая за показаниями циферблатного индикатора.
9. Определите, вертикально ли расположен шпиндель
10. Если показания циферблатного индикатора всегда равны нулю, это означает, что шпиндель выровнен по вертикали. Если показания не равны нулю, выполните следующие шаги, чтобы продолжить выравнивание головки шпинделя.
1. Шаги выравнивания для оси X (если смотреть на переднюю часть фрезерного станка, ось X — это левое и правое направление рабочего стола)
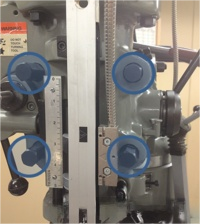
1. Ослабьте крепежные болты

2. Используйте ключ для фрезерного станка, чтобы ослабить шесть болтов с обеих сторон головки шпинделя (по три с каждой стороны, как показано выше).
3. После ослабления болтов сначала затяните их вручную до упора, а затем используйте ключ для фрезерного станка, чтобы затянуть их еще на ¼ оборота.
4. Регулировочные болты для регулировки головки шпинделя вверх и вниз вокруг оси X расположены в задней части фрезерного станка. Как показано ниже

5. Используйте транспортир для предварительного выравнивания
Используйте два транспортира для определения приблизительного выравнивания:
Большой транспортир на головке шпинделя имеет красную стрелку-указатель, которая должна быть совмещена с нулевой отметкой на дуговом транспортире на корпусе фрезерного станка.
Однако транспортир обеспечивает только грубую привязку, а точное выравнивание зависит от показаний циферблатного индикатора.
6. Этапы измерения циферблатного индикатора:
Переместите циферблатный индикатор к задней части верстака, выполните настройку предварительной нагрузки и обнуление.
Убедитесь, что область измерения представляет собой плоскую поверхность верстака, и при необходимости переместите верстак, чтобы избежать зазора на поверхности стола.

Точная регулировка в направлении оси X
Вращайте шпиндель и наблюдайте за показаниями
Когда циферблатный индикатор обнулен, а шпиндель находится в нейтральном положении, вручную вращайте шпиндель (удерживайте крепление на шпинделе, чтобы не изменить вертикальное положение циферблатного индикатора) и поверните зонд к передней части верстака (в идеале поверните на 180 градусов).
Определите направление регулировки головки шпинделя по направлению вращения указателя циферблатного индикатора:
Смещение по часовой стрелке: головку шпинделя необходимо отрегулировать вверх;
Смещение против часовой стрелки: головку шпинделя необходимо отрегулировать вниз.
Отрегулируйте регулировочный болт в соответствии с разницей в показаниях
Соответствующее соотношение между регулировочным болтом и движением головки шпинделя регулируется в соответствии с «½ разницы в показаниях спереди и сзади».
Затяжка болтов и повторная проверка
После регулировки равномерно затяните ранее ослабленные болты по диагонали, чтобы избежать неравномерной силы, вызывающей отклонение выравнивания.
Снова измерьте показания на переднем и заднем концах рабочего стола, чтобы убедиться, что шпиндельная головка не была значительно смещена из-за затяжки болтов.
2. Шаги выравнивания оси Y
Перед началом выравнивания оси Y необходимо ослабить четыре болта на переднем конце фрезерного станка, чтобы шпиндельная головка могла двигаться. Сначала болты следует ослабить, а затем снова затянуть «чуть выше уровня затяжки рукой» (используйте подходящий гаечный ключ, чтобы затянуть его вручную до плотной посадки, а затем затяните примерно на ¼ оборота).
Расположение регулировочного болта оси Y
Регулировочный болт, используемый для перемещения шпиндельной головки влево и вправо вокруг оси Y, показан на рисунке ниже. При повороте болта по часовой стрелке или против часовой стрелки головка шпинделя будет перемещаться влево и вправо соответственно.

Предварительное выравнивание оси Y с помощью транспортира
Стрелка индикатора транспортира для выравнивания оси Y расположена на отдельной пластине, которая контактирует с вертикальным транспортиром. Стрелка индикатора и нулевое положение на вертикальном транспортире могут использоваться для оценки начального положения выравнивания.
Точная регулировка в направлении оси Y
Влияние регулировочного болта для выравнивания оси Y на головку шпинделя. Процесс регулировки аналогичен процессу в направлении оси X, но контрольные точки изменены на левую и правую стороны головки шпинделя (вместо переднего и заднего концов, как раньше):
Поместите циферблатный индикатор на левую и правую стороны верстака, завершите настройку предварительной нагрузки и верните на ноль.
Вручную вращайте шпиндель, поворачивайте щуп циферблатного индикатора слева направо (в идеале на 180 градусов) и наблюдайте разницу в показаниях с обеих сторон.
Отрегулируйте регулировочный болт в соответствии с направлением смещения указателя циферблатного индикатора:
Показание справа больше, чем слева: поверните болт по часовой стрелке, чтобы переместить головку шпинделя вправо;
Показание слева больше, чем справа: поверните болт против часовой стрелки, чтобы переместить головку шпинделя влево.
Каждая регулировка составляет ½ разницы между левыми и правыми показаниями, и регулировка повторяется до тех пор, пока разница между показаниями с обеих сторон не будет превышать 0,05 мм.
Затяжка болтов и окончательная проверка
После завершения регулировки равномерно затяните болты на головке шпинделя по диагонали и повторно проверьте точность выравнивания в направлениях осей X и Y:
Затяжка болтов может привести к изменению точности выравнивания в любом направлении. Необходимо убедиться, что разница показаний во всех направлениях находится в пределах 0,05 мм.
Если точность выходит за пределы допуска, необходимо повторно выполнить операцию выравнивания.